

ARAI HAND MADE
1. THE CONSTRUCTION OF THE OUTER SHELL IS THE START OF THE HELMET MANUFACTURINGPROCESS. SUPER-FIBER STRINGS FORM THE BASE OF THE SHELL. BESIDES SUPER-FIBER,OTHER MATERIALS SUCH AS KEVLAR®, NYLON AND CARBON FIBER ARE USED ON SELECTED SHELLS. |
Arai Technical Pro Shops are specially selected dealers with a large stock of helmets on display and a strong parts stock readily available. Pro Shops offer complete technical service, including custom fitting, repairs and warranty service. The staff has been trained and certified by Arai with a solid knowledge about the production of an Arai helmet, the Arai philosophy and the R75 Shape concept.

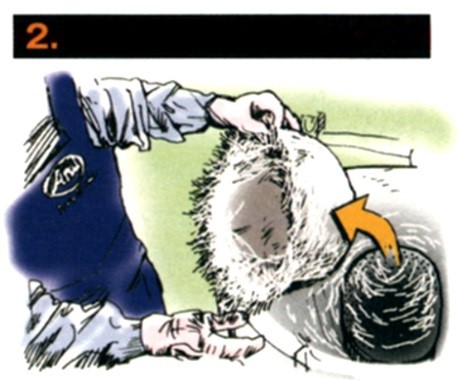
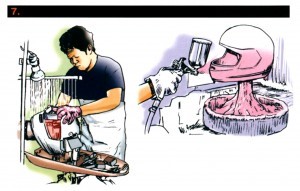
2. SUPER-FIBER STRINGS ARE CHOPPED AND THEN SPRAYED ON A METAL
MESH MOLD IN A CHAMBER,AND SHAPED INTO WHAT LOOKS LIKE A STRAW HAT.
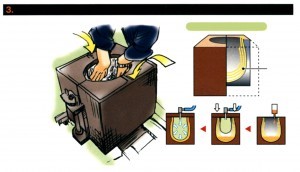
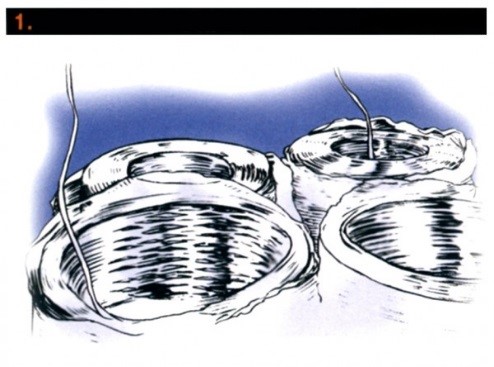
3. THIS “STRAW HAT” TOGETHER WITH ADDITIONAL SUPER-FIBER AND OTHER FIBER MATERIALS
ARE PUT IN A MOLDING DEVICE, AND THEN RESIN IS POURED INTO THE MOLD. THE MOLDING
DEVICE IS THEN CLOSED TIGHTLY WITH A LID THAT HAS A BALLOON UNDERNEATH IT. THE BALLOON
IS INFLATED AND THE MOLDING DEVICE IS HEATED TO FORM AN OUTER SHELL.A) MOLDING DEVICE
AND HELMET MOLDING B) LAYERS OF FIBERGLASS C) POURING RESIN IN D) CLOSED MOLDING
DEVICE LID, WITH BALLOON UNDERNEATH E) INFLATING THE BALLOON
3. THIS “STRAW HAT” TOGETHER WITH ADDITIONAL SUPER-FIBER AND OTHER FIBER
MATERIALS ARE PUT IN A MOLDING DEVICE, AND THEN RESIN IS POURED INTO THE MOLD.
THE MOLDING DEVICE IS THEN CLOSED TIGHTLY WITH A LID THAT HAS A BALLOON UNDERNEATH IT.
THE BALLOON IS INFLATED AND THE MOLDING DEVICE IS HEATED TO FORM AN OUTER SHELL.
A) MOLDING DEVICE AND HELMET MOLDING B) LAYERS OF FIBERGLASS C) POURING RESIN IN
D) CLOSED MOLDING DEVICE LID, WITH BALLOON UNDERNEATH E) INFLATING THE BALLOON
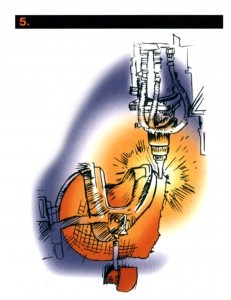
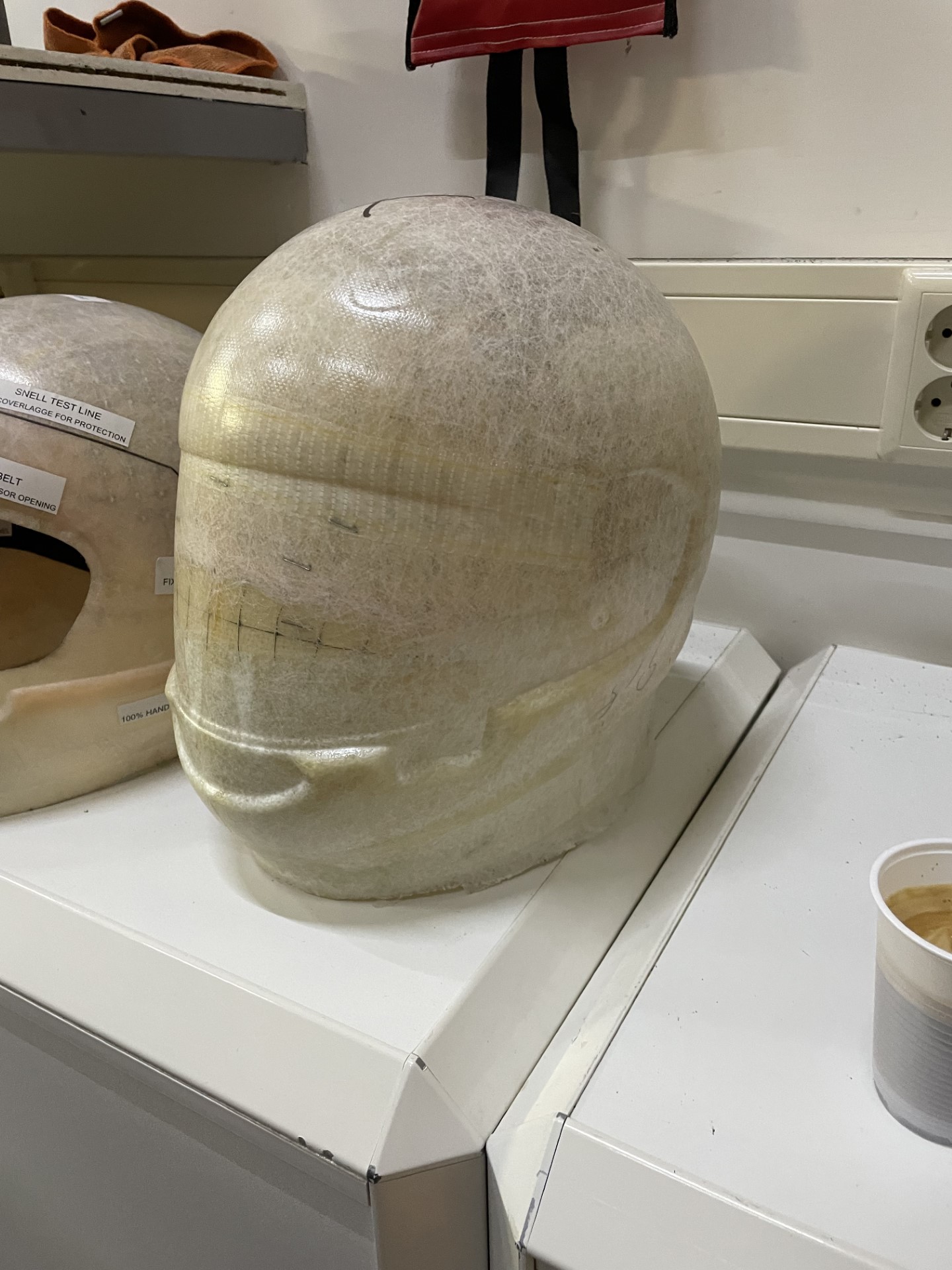
5. THE VISOR OPENING, CHIN VENT AND OTHER VENT HOLES ARE CUT OUT BY A LASER-CUTTING ROBOT.
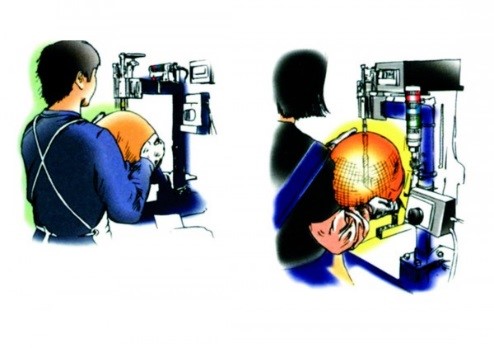
6. EVERY SHELL IS THEN CAREFULLY INSPECTED FOR THICKNESS, WEIGHT AND STRUCTURAL
CORRECTNESS. THEN IT IS SENT TO ANOTHER INSPECTION DEPARTMENT FOR FINAL INSPECTION.
EACH OUTER SHELL IS THEREFORE INSPECTED TWICE.